





Glue Dispensing Nozzle Needles
Product Specification Product Show Dispensing technology can be roughly divided into contact dispensing and non-contact dispensing. Contact dispensing relies on the dispensing needle to guide the glue to contact the substrate, delaying for a period of time to make the glue infiltrate the...
Description
Product Specification
Product name | Glue Dispensing Nozzle Needles |
Material | Stainless steel, etc. |
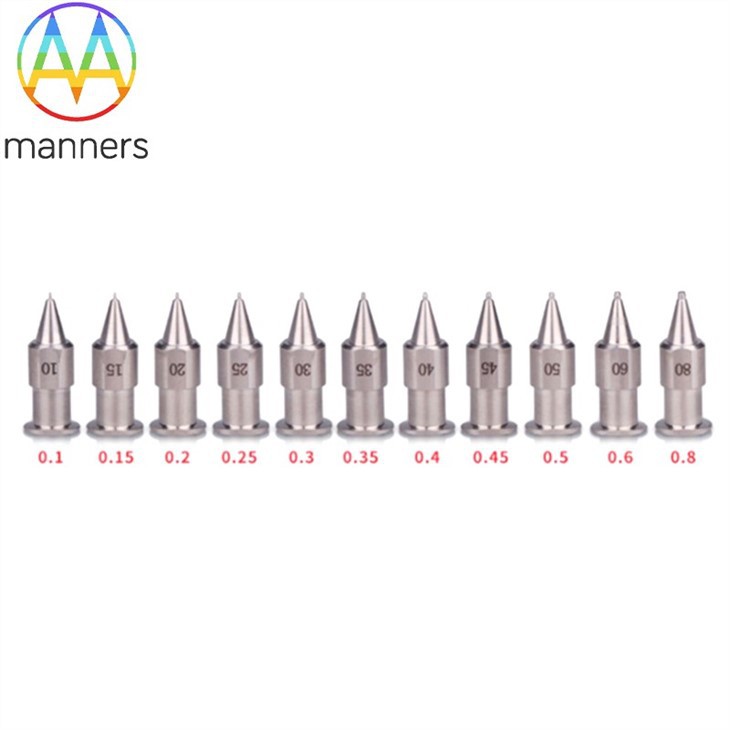
Inside diameter | 0.1-0.8 mm or customized diameter |
Properties | High precision dispensing, micro dispensing. |
Custom feature | According to your 2D/3D Drawing or sample provided |
Package | Standard carton or according to customer's requirement |
Certification | ISO13485 |
Product Show
Dispensing technology can be roughly divided into contact dispensing and non-contact dispensing. Contact dispensing relies on the dispensing needle to guide the glue to contact the substrate, delaying for a period of time to make the glue infiltrate the substrate, and then the dispensing needle moves upward, and the glue is separated from the dispensing needle by the viscous force between the glue and the substrate, thereby Glue dots are formed on the substrate.
The jet valve is the biggest feature of the dispensing technology. The jet valve needs to be equipped with a high-precision height sensor to accurately control the height of the needle drop and lift. The non-contact dispensing valve applies high pressure to the glue in a certain way, thus obtaining enough kinetic energy and then spraying it onto the substrate at a certain speed. During the process of spraying the glue, the needle has no displacement in the Z-axis direction.
1. The size of the dispensing amount
According to work experience, the diameter of the glue point should be half of the pad spacing, and the diameter of the glue point after patching should be 1.5 times the diameter of the glue point. This ensures that there is enough glue to bond the components without soaking the pads with too much glue. The amount of glue dispensed is determined by the rotation time of the screw pump. In practice, the rotation time of the pump should be selected according to the production conditions (room temperature, viscosity of glue, etc.).
2. Dispensing pressure (back pressure)
At present, the glue dispenser uses a screw pump to supply the glue needle and hose to take a pressure to ensure enough glue to supply the screw pump. If the back pressure is too high, it will easily cause the glue to overflow and the amount of glue is too much; if the pressure is too small, there will be intermittent glue dispensing and leakage, resulting in defects. The pressure should be selected according to the glue of the same quality and the temperature of the working environment. If the ambient temperature is high, the viscosity of the glue will become smaller and the fluidity will become better. At this time, it is necessary to reduce the back pressure to ensure the supply of glue, and vice versa.
3. Needle size
In practice, the inner diameter of the needle should be 1/2 of the diameter of the dispensing point. During the dispensing process, the dispensing needle should be selected according to the size of the pad on the PCB: for example, the size of the pad of 0805 and 1206 is not much different. The same type of needle can be selected, but different needles should be selected for the pads with different differences, which can not only ensure the quality of the glue point, but also improve the production efficiency.
4. The distance between the needle and the PCB board
Different dispensers use different needles, and some needles have a certain degree of braking (such as CAM/A LOT 5000). The calibration of the distance between the needle and the PCB should be done at the beginning of each work, that is, the Z-axis height calibration.
5. Glue temperature
Generally, epoxy resin glue should be stored in the refrigerator at 0--50C, and it should be taken out 1/2 hour before use to make the glue fully compatible with the working temperature. The use temperature of the glue should be 230C--250C; the ambient temperature has a great influence on the viscosity of the glue. If the temperature is too low, the glue point will become smaller and the phenomenon of wire drawing will occur. A 50C difference in ambient temperature will cause a 50% change in dispensing volume. Therefore, the ambient temperature should be controlled. At the same time, the temperature of the environment should also be guaranteed. The small humidity glue point is easy to dry, which affects the adhesion.
6. Viscosity of glue
The viscosity of the glue directly affects the quality of the dispensing. If the viscosity is high, the glue point will become smaller or even drawn; if the viscosity is small, the glue point will become larger, which may infiltrate the pad. During the dispensing process, select a reasonable back pressure and dispensing speed for different viscosities of glue.
7. Curing temperature curve
For the curing of glue, the general manufacturer has given a temperature curve. In practice, a higher temperature should be used for curing, so that the glue has sufficient strength after curing.
8. Bubbles
The glue must not have air bubbles. A little stingy will cause many pads to have no glue; every time the hose is replaced halfway, the air at the connection should be emptied to prevent the phenomenon of empty hitting.

Our Factory




Glue Dispensing Nozzle Needles
Hot Tags: glue dispensing nozzle needles, China, suppliers, manufacturers, factory, customized, custom, cheap, low price, made in China





