Manufacturing Process And Quality Control - A Precise Engineering Wonder At The Micron Scale
May 14, 2026
In an aseptic workshop in Guangzhou Development Zone, rolls of stainless steel strips are undergoing a 72-hour transformation from raw materials to subcutaneous injection needles. This seemingly simple metal tube has manufacturing precision comparable to that of aerospace engine blades, with tolerance control measured in micrometers. Each process embodies the pinnacle of precision manufacturing technology.
Molecular-level considerations in material selection
The raw material for the syringe is usually 316LVM stainless steel (VM stands for vacuum melting) in accordance with the ASTM A269 standard. The carbon content is controlled below 0.03% to minimize the formation of carbides during welding. The more advanced "electroslag remelting" process purifies the metal to 99.99% and reduces sulfur and phosphorus impurities to below 10 ppm, effectively eliminating micro-cracks in the syringe from the source. A top manufacturer in Japan even employs the "single crystal drawing" technique, which causes the metal grains to align directionally along the axis of the syringe, increasing the fatigue resistance against bending by 300%.
Nanometer-level control of pipe forming
From the stainless steel strip to the hollow pipe, it requires 20 consecutive drawing processes. The initial 2-millimeter-thick strip is first welded together by laser to form an infinitely long strip, and then drawn down to the target diameter through the molds in a stepwise manner. The most critical "reduction in diameter and wall thickness" stage employs the floating mandrel technology: a tungsten carbide mandrel is suspended inside the pipe and forms a nanometer-level gap with the external mold (typically ±3% of the target wall thickness). The German imported hydraulic servo drawing machine can adjust the tension to 10 millinewtons in real time to ensure that the wall thickness uniformity error is ≤1.5 micrometers. To achieve the extremely fine specification of 34G (outer diameter 0.184 millimeters), it needs to be carried out under argon gas protection to prevent micro-defects caused by high-temperature oxidation.
The art and science of needle tip grinding
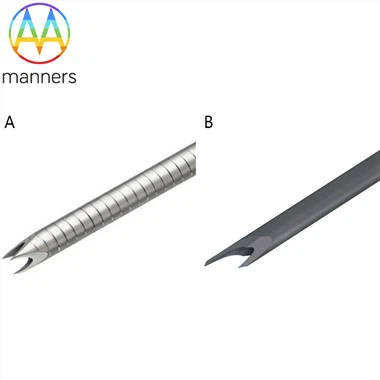
The grinding of the three inclined needle tips is the most precise dance in the manufacturing process. The imported six-axis CNC grinding machine from Japan uses diamond grinding wheels to cut at a speed of 30,000 revolutions per minute. The intersection point of the three inclined surfaces - the needle tip - requires a curvature radius to be controlled within 20-50 micrometers: too sharp (<20μm) makes it prone to bending, and too blunt (>50μm) increases the puncture resistance significantly. The latest "laser-assisted grinding" technology first uses femtosecond laser to pre-drill micro-slots on the needle tip, and then finely grinds it to a mirror-like smoothness (Ra ≤ 0.2 micrometers), reducing the puncture force by 35%.
A revolutionary breakthrough in side-hole processing
The side holes of traditional needles are machined by mechanical pressing, which often results in burrs. Nowadays, laser drilling has become the mainstream: The high-frequency pulsed fiber laser from IPG Company in the United States emits laser beams with a duration of only 10 picoseconds. It burns a hole with a diameter of 0.1 millimeters on the side of the needle tube, with the thermal influence zone being only 3 micrometers. What's more advanced is the "inclined side hole" technology - by using a precise rotating fixture, the laser is incident at an angle of 82°, forming an elliptical side hole that can increase the flow rate by 30% while avoiding the drug turbulence caused by the traditional right-angle side holes.
Molecular self-assembly of silicon-based coatings
The lubricating coating is by no means a simple spray application. In a Class 1000 clean room, the syringe is first subjected to plasma cleaning to achieve a surface energy of over 72 dyn/cm. Then it is immersed in a nano-emulsion containing silane coupling agent. In a 120°C curing oven, the siloxane undergoes a hydrolysis-condensation reaction, forming a covalent bond layer with a thickness of only 200 nanometers on the surface. The uniformity of the coating thickness of the top product needs to be controlled within ±15 nanometers. After 500 puncture tests, the friction coefficient still remains ≤ 0.1.
The fully automatic assembly of micrometer-level dance movements
On the production line that produces 20 syringes per second, the machine vision system performs precise matching: the coaxiality of the needle tube and the needle holder needs to be ≤ 0.05 millimeters; otherwise, lateral force will be generated during injection, causing pain. Medical-grade epoxy resin glue is precisely dispensed at 0.3 milligrams through a piezoelectric jet valve, and it cures under UV-LED irradiation in 0.5 seconds. The laser welding machine developed in Switzerland uses a laser beam with a pulse energy of 2 joules and a duration of 5 milliseconds to form a 0.3-millimeter deep molten pool at the contact surface of the needle tube and the needle holder. The welding strength must be able to withstand ≥ 20 Newtons of pulling force.
The ultimate challenge of sterilization verification
The final terminal sterilization is carried out using the ethylene oxide (EO) sterilization method in accordance with the EU EN ISO 11135 standard. In a sterilization chamber at 50°C and 60% humidity, the EO gas concentration is maintained at 600 mg/L for 4 hours to ensure the elimination of all microorganisms, including bacterial spores. The remaining EO must be reduced to ≤ 1 ppm (for children's products, it should be ≤ 0.1 ppm). A stricter "sterility assurance level" (SAL) of 10^-6 is required, meaning that the probability of surviving microorganisms in one million syringes is less than one.
The data labyrinth of quality control
Each batch of products must pass dozens of tests: 1) Piercing force test: using a simulated skin (polyurethane film) for detection, the piercing force of a 34G needle needs to be ≤ 0.3N; 2) Flow test: at 25℃, the time for 1 milliliter of water to pass through the 34G needle needs to be within 120 ± 15 seconds; 3) Breaking force test: the syringe tube must be able to withstand ≥ 0.15N·m of torque without breaking; 4) Biocompatibility: according to ISO 10993, tests for cytotoxicity, sensitization, and intradermal reaction are conducted; 5) Particle contamination: the number of ≥ 10μm particles released by each needle needs to be ≤ 600.
The future vision of intelligent manufacturing
Industry 4.0 has permeated this traditional industry. The "digital twin" system of a certain factory in Germany generates a unique ID code for each syringe, recording 3,000 parameters from the melting of raw materials to the final packaging. The AI visual inspection system uses a deep learning algorithm to identify needle tip burrs, uneven coatings, etc. within 0.1 seconds, with an accuracy rate of 99.97%. Blockchain technology is used for supply chain traceability. Medical institutions can obtain the "full life cycle archive" of this needle tip by scanning the QR code.
From a 2,000-yuan roll of stainless steel wire to a single medical needle priced at 0.3 yuan, this process of a 1,500-fold increase in value involves advancing industrial precision from the millimeter level to the micrometer level, transforming quality control from post-event inspection to process prediction, and upgrading simple manufacturing to an "intelligently optimized" engineering that is both predictable and traceable. During this 72-hour production journey, humans use the most precise machines to create the gentlest medical tools - every reduction in puncture force and every elimination of burrs translates into less pain for the patient and a lower risk of infection.