Analysis Of The Precision Manufacturing Process For The V3 Injection Needle — How Manners Technology Creates Core Components For Industrial Automation
May 05, 2026
In automated production lines for fast-moving consumer goods such as food and tobacco, the precise injection of flavors and fragrances is a critical link that determines consistent product quality. As the core end-effector of automated injection robots, the V3 injection needle is tasked with accurately delivering trace liquid raw materials (e.g., essential oils, plant extracts, food-grade fragrances) to designated carriers. Its performance directly dictates injection precision, efficiency, and reliability. With profound expertise in high-precision metalworking, Manners Technology delivers a complete manufacturing solution for this core component-from micron-level forming to nanometer-scale surface finishing-establishing itself as an indispensable precision manufacturing partner in the global high-end automation equipment supply chain.
I. Core Structure: Functional Integration via a "Dual-Hole Needle Tip" and "Full-Thread Hexagonal Base"
Though compact, the V3 injection needle is a highly integrated functional component. Its design addresses key pain points in automated production: connection stability, injection accuracy, durability, and cleanliness.
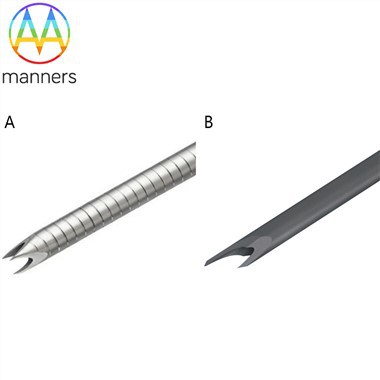
Full-Thread Hexagonal BaseThe base features threads compliant with the ASME B1.21M standard and is machined into a hexagonal shape. This design enables dual locking: the threads deliver robust axial clamping force, while the hexagonal bayonet perfectly resists torsional torque generated during machine operation. This prevents accidental loosening or rotation of the needle during operation, ensuring absolute fixation of the injection point-the mechanical foundation for repeat positioning accuracy.
Dual-Hole Needle Tip DesignThis represents the technical essence of the V3 needle. Instead of a simple single hole, the needle tip has two symmetric or specifically angled micro-holes formed through precise calculation and machining. This design optimizes the flow field during liquid discharge, ensuring more uniform distribution of injected liquids (especially high-viscosity extracts or essential oils) and stable atomization or jetting. It eliminates dripping, splashing, or directional deviation common with single-hole designs, significantly enhancing injection uniformity and controllability.
II. Core Forming Process: The Ultimate Combination of Sliding Headstock Precision Turning and Rotary Swaging
Transforming stainless steel bar stock into such a precise component relies on Manners' core manufacturing capabilities.
Citizen Cincom L12-1M7 Sliding Headstock Lathe: The "Micro-Sculptor" for the BaseMachining the hexagonal base is the first hurdle in precision manufacturing. Manners adopts the Japanese Citizen Cincom L12-1M7 sliding-head automatic lathe, designed specifically for slender shafts and small-diameter parts. Its core advantages include:
Ultra-high precision: Positioning accuracy of ±0.01 mm and angular tolerance of ±0.1°, ensuring thread accuracy, hexagonal symmetry, and perpendicularity of the base-to-needle tube connection datum.
Single clamping, complete processing: Equipped with a secondary spindle system and multiple powered tools, it performs all processes in one setup-external turning, hexagonal milling, drilling, tapping, and back-forming. This eliminates secondary clamping errors, critical for ensuring final product concentricity and geometric tolerances. The resulting surface roughness reaches Ra < 0.4 μm, providing an ideal mating surface for subsequent laser welding.
Two-Die Rotary Swaging: Shaping the "Functional" Needle TipForming the needle tip-especially the dual-hole structure-depends on rotary swaging. Manners uses a two-die rotary swaging machine, which operates via two (or more) dies delivering high-speed, synchronized reciprocating radial hammering while the blank rotates and feeds axially.
Process workflow: The stainless steel tube rotates and advances through the dies. Continuous hammering induces plastic metal flow, uniformly reducing the tube's outer diameter, increasing wall thickness, and gradually closing and forging the end into a preset tip shape.
Technical advantages:
High precision and consistency: Forms complex tip geometries with exceptional repeatability, ensuring consistent flow characteristics across every needle.
Superior metal grain structure: Swaging maintains continuous metal fibers along the component contour (unlike machining, which severs fibers), endowing the tip with higher strength and fatigue resistance.
Dual-hole structure realization: Through precisely controlled swaging, two design-compliant micro-holes can be accurately punched or drilled during or after tip forming.
III. High-Integrity Joining: Laser Welding and Marking
Integrating the separately machined base and needle tip requires a joining method that delivers high strength, minimal deformation, and cleanliness. Manners selects laser welding.
High energy density, minimal heat impact: A focused laser beam melts and fuses metal locally in milliseconds. Concentrated heat input results in an extremely small heat-affected zone, ensuring negligible welding deformation and preserving the original precision and mechanical properties of the needle (especially the delicate tip).
High weld strength, no filler materials: Laser welds offer a high depth-to-width ratio, with strength typically matching the base metal. As an autogenous welding process, no filler wire is needed, preventing impurity introduction and ensuring component purity-critical for food and pharmaceutical applications.
Post-welding, laser marking permanently engraves the "V3" identifier on the base. This non-contact marking method is wear and corrosion resistant, providing permanent traceability for the product.
IV. Performance and Lifecycle Assurance: The "Trilogy" of Surface Treatment
The food industry involves complex environments with exposure to acids, alkalis, salts, oils, and other media. Surface treatment is therefore critical to ensuring long-term reliable operation of the V3 injection needle and compliance with hygiene standards.
Electropolishing (per ASTM B912 standard)The component acts as an anode in an electrolyte solution, where electrolytic dissolution preferentially removes microscopic surface protrusions (higher current density areas). This process delivers three key benefits:
Mirror smoothness: Dramatically reduces surface roughness for a mirror finish. The smooth inner lumen minimizes liquid residue and microbial growth; the smooth outer surface eases cleaning and reduces cross-contamination risks.
Micro-defect removal: Eliminates micro-burrs and cracks from machining, enhancing fatigue strength.
Improved corrosion resistance: Forms a more uniform, chromium-rich passive film, laying the groundwork for subsequent passivation.
PassivationElectropolished components are immersed in citric or nitric acid solution. This removes all free iron ions from the surface and promotes the formation of a complete chromium oxide protective layer on the stainless steel. This inert passive film is the primary barrier against electrochemical corrosion (rusting), ensuring long-term stability in humid and chlorine-containing environments.
Ultrasonic CleaningA final deep clean is performed after all machining and treatment processes. High-frequency sound waves (40,000 Hz) generate "cavitation" in the cleaning solution, producing micro-bubbles that collapse and release shockwaves. These penetrate every crevice and micropore of the component, powerfully removing grease, polishing compound residues, metal particles, and other contaminants. The result is a product meeting medical/food-grade cleanliness standards.
V. Quality Control Throughout the Process
Manners' production system operates under the dual quality management frameworks of ISO 9001:2015 and ISO 13485. Quality control is not a final step but is integrated into every stage: verification of material certificates upon raw material entry, in-process dimensional inspection after turning and swaging (using pin gauges, calipers, and projectors), non-destructive testing of laser welds, and final magnified inspection of the needle tip and dual holes. Every process parameter is governed by validated, documented work instructions; every batch of products is accompanied by complete, traceable production records.
Conclusion
The manufacturing journey of the V3 injection needle is a "transformation" starting from a single stainless steel bar, enabled by a series of cutting-edge precision processes. By seamlessly integrating high-precision sliding headstock turning, advanced rotary swaging, clean laser welding, and scientific surface treatment, Manners Technology has not only created a physical component but also a reliable end-effector that meets the exacting demands of Industry 4.0 automated production for precision, reliability, cleanliness, and durability. More than just a fragrance injection tool, it represents a microcosm and testament to China's precision manufacturing capabilities in the high-end industrial components sector.